Некоторые изыскания по впуску. Тут кроме полного подъёма интересна ситуация с минимальным открытием и с набором этого самого открытия, а именно: один впускной клапан в цилиндре открывается плавно, в это время второй на минимальном подъёме, вал вэйлвтроника вращается дальше, первый клапан набирает подъем, второй так и ждёт. Все цифры есть, графики не рисовал, если кому интересно - сведу, но до 4-5мм (половина от максимального подъема) мотор едет условно на одном впускном клапане, именно под него просверлен канал безнаддувной части вентиляции картерных газов. При дальнейшем повороте эксцентрикового вала подъем у клапанов сравнивается.
Что даёт эта система? На полной нагрузке и больших оборотах ничего, это понятно, а вот на малых оборотах: это как дросселя с нулевым паразитным объемом до клапана, но круче: открытие клапана на десятые доли миллиметра (0.2мм минимум), причем не в вмт с плавным нарастанием скорости потока, а когда поршень прям на максимальной скорости идёт вниз. Это даёт максимально возможную кинетическую энергию воздуха и дальнейшее перемешивание во время сжатия.
Но оставим ненадолго режимы малых нагрузок, их принимаем заводскими, они идеальны, что же на максимуме? По описанию мотора имеем максимальный подъем 9.9мм, по замерам с жёсткой вставкой в гидроопоре (вставка резьбовая у меня, для тестов регулируется) на максимуме показывает 10.2мм, вероятно программный запас, чтоб не упираться в механический упор. А дальше самое интересное: есть ряд буржуйских контор ( да, там в конце названия моторшпорт и все серьезно выглядит) которые предлагают болт-он решения по тюнингу вэйлвтроника с приростом максимального подъёма клапана 1мм: это всего лишь опоры промежуточного рычага с доработанной установочной базой, есть куча видео отчётов по их установке, там восхищённые владельцы рассказывают как повалило их БМВ, есть куча страниц форумов, все это обсуждают, но никто не измеряет реальную кинематику, даже графики моторов до после приложены (правда от поставщиков тюнинга). Беглый анализ кинематики узла даёт уверенность: навалить ход клапана на сток валу кажется реально. Далее я включаю инженера, подхожу к фрезеру, обвешиваю ГБЦ измерилками, снимаю стружку, измеряю. Трачу на это все кучу времени, десятки вариантов, сотни измерений и прихожу вот к какому выходу: никакие подтачивания базовых поверхностей этого самого упора промежуточного рычага не увеличивают максимальное открытие! готов ответить! С цифрами! Для понимания: спиливал по десяточкам, т.е. шел с маленьким шагом, чтоб не протерять внезапный магический экстремум, от которого так захватывает дыхание у пользователей, купивших тюнинговый продукт. Дошел до физического предела: гидрик на пределе хода, рокер почти касается ГБЦ. Что интересно: при небольших доработках погрешность системы измерения этого не показывает, а при хороших доработках картина стала понятной: спиливая базовые поверхности мы меняем пространственное положения профильной контактной поверхности, которая задаёт закон перемещения, так вот при изменении ее положения видим такой косяк: положение гидроопоры при закрытом клапане на минимальном и максимальном положении эксцентрикового вала разные! Т.е. закрытия клапана не будет, нужно чтобы гидрик спустил 0.16-0.2мм - это под конец испытаний.
Выводы: механически увеличить подъём спиливание нельзя, только наваривать и шлифовать эксцентриковый вал или распредвал по классике. Весь тюнинг в данном случае - программный, т.е. расширяют ход эксцентрикового вала, подъем с 9.9 становится 10.2, но тот же эффект будет достигнут без установки дорогих железяк.
Обидно. Хотел увеличить подъем на впуске без шлифовки вала. Теперь непонятно как быть, или шлифовать и впуск или может эксцентриковый попробовать наварить- шлифануть?
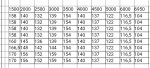
Чуть картинок. Это исходные данные: сток карта подъем клапана/ угол поворота эксцентрикового вала, которую я уже собрался менять и пара образцов еврогейского тюнинга, причем снизу видны новые каналы для смазки, как в стоке, а сверху решили что это все лишнее и не стали их делать).

Теперь мои фотки. Слева допиленный, справа сток. Я каналы смазки не пил, но это же просто тесты.

Далее, когда разочаровался, пробовал и другую базу пильнуть, там 2 установочные базы всего

Далее отметил, что на профильной поверхности видны следы работы, так вот тут как раз запас есть, что и внушало возможность позитивного запила.

Ещё чуть информации: сама деталь-упор выполнена методом спекания из порошка, а не лезвийной обработкой. Обрабатывается сложно, только твердым сплавом.